Vad betyder CNC?
Har du någonsin undrat, "Vad står CNC för?" CNC-bearbetning, eller CNC-tillverkning, är en process som använder maskiner för datornumerisk styrning (CNC), som är verktyg som fräsar och svarvar som styrs av datorinstruktioner som styr instrumentens precision.
|  |
 | Vad är CNC-bearbetning?
CNC står för "Computer Numerical Control" och CNC-bearbetning definieras som en subtraktiv tillverkningsprocess, vanligtvis med hjälp av datorkontroller och verktygsmaskiner, för att producera specialdesignade delar. Detta är ett fundamentalt annorlunda sätt att tillverka jämfört med additiv (3D-utskrift) eller formativ (injection molding) teknik. Mekanismerna för borttagning av material har betydande konsekvenser för fördelarna, begränsningarna och designbegränsningarna med CNC.
CNC-bearbetning är en digital tillverkningsteknik: den producerar detaljer med hög noggrannhet med utmärkta fysiska egenskaper direkt från en CAD-fil. På grund av den höga automationsnivån är CNC priskonkurrenskraftig för både engångsdetaljer och medelstora produktioner.
|
CNC-bearbetningsprocess:
CNC-bearbetning är en tillverkningsprocess som använder datorkontroller för att driva och manipulera maskiner och skärverktyg för att forma råmaterial, såsom metall, plast, trä, skum, kompositer, etc., för att tillverka specialanpassade delar.
CNC-bearbetningsprocess och operationer inkluderar följande steg:
Designa CAD-modeller
Konvertera CAD-filer till CNC-program
Utrustad med CNC-maskin eller CNC-bearbetningscenter
Utför bearbetningsinstruktioner.
Typer av CNC-maskiner
De tidigaste numeriska styrmaskinerna dateras till 1940-talet när motorer först användes för att styra rörelsen av redan existerande verktyg. Allt eftersom tekniken utvecklades förbättrades mekanismerna med analoga datorer och i slutändan med digitala datorer, vilket ledde till framväxten av CNC-bearbetning.
De allra flesta av dagens CNC-arsenaler är helt elektroniska. Några av de vanligare CNC-styrda processerna inkluderar ultraljudssvetsning, håltagning och laserskärning. De mest använda maskinerna i CNC-system inkluderar följande:
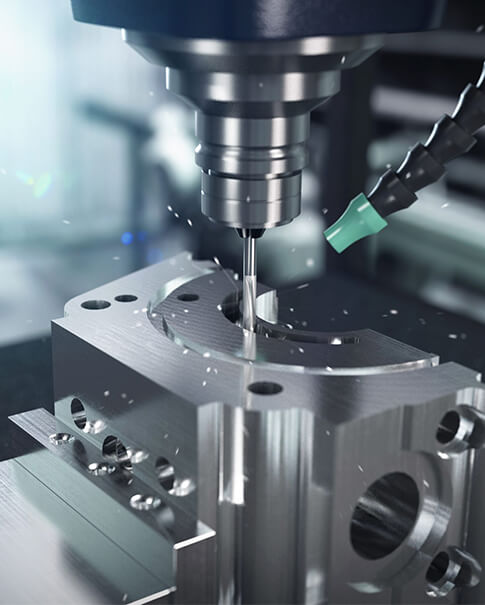
CNC-fräsar
CNC-fräsar kan köras på program som består av siffer- och bokstavsbaserade uppmaningar som styr bitar över olika avstånd. Programmeringen som används för en kvarn kan vara baserad på antingen G-kod eller något unikt språk utvecklat av ett tillverkningsteam. Grundkvarnar består av ett treaxligt system (X, Y och Z), även om de flesta nyare kvarnar kan ta emot ytterligare tre axlar. |  |
3-axlig CNC-fräsning maskiner är mycket vanliga, eftersom de kan användas för att producera de flesta vanliga geometrier. De är relativt enkla att programmera och använda, så startbearbetningskostnaderna är relativt låga.
Verktygsåtkomst kan vara en designbegränsning vid CNC-fräsning. Eftersom det bara finns tre axlar att arbeta med kan vissa områden vara omöjliga att nå. Detta är inte ett stort problem om arbetsstycket bara behöver roteras en gång, men om flera rotationer behövs ökar arbets- och bearbetningskostnaderna snabbt.
5-axlig CNC-bearbetning beskriver ett numeriskt styrt datoriserat tillverkningssystem som lägger till de traditionella verktygsmaskinernas 3-axliga linjära rörelser (X, Y, Z) två rotationsaxlar för att ge verktygsmaskinen tillgång till fem av sex delsidor i en enda operation. Genom att lägga till en tippande, roterande arbetshållarfixtur (eller tapp) till arbetsbordet, blir kvarnen vad som kallas en 3+2, eller en indexerad eller positionell, maskin, vilket gör det möjligt för fräsen att närma sig fem av sex sidor av en prismatiskt arbetsstycke i 90° utan att en operatör behöver återställa arbetsstycket.
Det är dock inte riktigt en 5-axlig fräs, eftersom den fjärde och femte axeln inte rör sig under bearbetningsoperationer. Att lägga till servomotorer till de extra axlarna, plus den datoriserade kontrollen för dem – CNC-delen – skulle göra det till en. En sådan maskin - som är kapabel till fullständig samtidig konturering - kallas ibland en "kontinuerlig" eller "samtidig" 5-axlig CNC-fräs. De två extra axlarna kan också integreras vid bearbetningshuvudet eller delas – en axel på bordet och en på huvudet.
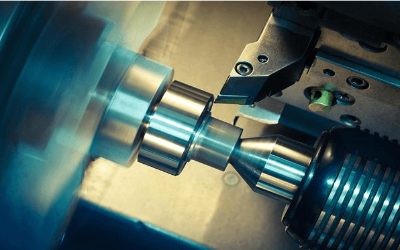
| CNC-svarvning (svarvar)
Arbetsstycket hålls på spindeln medan det roterar med hög hastighet. Ett skärverktyg eller mittborr spårar den yttre eller inre omkretsen av delen och bildar geometrin. Verktyget roterar inte och rör sig i polära riktningar (radiellt och längsgående). CNC-svarvmaskin i aktion. |
CNC-svarvar används flitigt, eftersom de kan producera detaljer i mycket högre takt och till en lägre kostnad per enhet än CNC-fräsar. Detta är särskilt relevant för större volymer.
Den huvudsakliga designbegränsningen för CNC-svarvar är att de endast kan tillverka delar med en cylindrisk profil (tänk på skruvar eller brickor). För att övervinna denna begränsning är detaljerna ofta CNC-frästa i ett separat bearbetningssteg. Alternativt kan 5-axliga frässvarvnings-CNC-centra användas för att producera samma geometri i ett steg.
Elektriska urladdningsmaskiner
Elektrisk urladdningsbearbetning (EDM) – växelvis kallad formsänkning och gnistbearbetning – är en process somformar arbetsstycken till speciella former med elektriska gnistor. Med EDM uppstår strömurladdningar mellan två elektroder, och detta tar bort delar av ett givet arbetsstycke.
När utrymmet mellan elektroderna blir mindre blir det elektriska fältet mer intensivt och därmed starkare än dielektrikumet. Detta gör det möjligt för en ström att passera mellan de två elektroderna. Följaktligen avlägsnas delar av ett arbetsstycke av varje elektrod. Undertyper av EDM inkluderar:
Wire EDM: Wire EDM använder gnistrerosion för att ta bort delar från ett elektroniskt ledande material.
Sinker EDM: Sinker EDM använder en elektrod och ett arbetsstycke som är indränkt i dielektrisk vätska i syfte att bilda stycke.
I en process som kallas spolning, förs skräp från varje färdigt arbetsstycke bort av ett flytande dielektrikum, som uppstår när strömmen mellan de två elektroderna har stannat och är avsedd att eliminera ytterligare elektriska laddningar.
Vattenstråleskärare
Inom CNC-bearbetning är vattenstrålar verktyg som skär hårda material, såsom granit och metall, med högtrycksapplikationer av vatten. I vissa fall blandas vattnet med sand eller något annat starkt slipmedel. Företag formar ofta fabriksmaskindelar genom denna process.
Vattenstrålar används som ett svalare alternativ för material som inte klarar de värmeintensiva processerna från andra CNC-maskiner. På grund av sin svalare natur är flera sektorer som flyg- och gruvindustrin beroende av vattenstrålar, där de bland annat använder dem för att skära och skära. Företag använder också vattenstråleskärare för applikationer som kräver mycket komplicerade skärningar i material, eftersom bristen på värme förhindrar alla förändringar i materialets inneboende egenskaper som kan bli resultatet av skärande metall på metall.
CNC-bearbetningsmaterial
CNC-bearbetningsprocessen är lämplig för en mängd olika tekniska material, inklusive:
Metall (t.ex. aluminium, mässing, rostfritt stål, legerat stål, etc.)
Plast (t.ex. PEEK, PTFE, nylon, etc.)
Trä
Skum
Kompositer
Det optimala materialet för val att tillämpa på en CNC-tillverkningsapplikation beror till stor del på den specifika tillverkningsapplikationen och dess specifikationer. De flesta material kan bearbetas under förutsättning att de tål bearbetningsprocessen - dvs har tillräcklig hårdhet, draghållfasthet, skjuvhållfasthet och kemisk och temperaturbeständighet.
Arbetsstyckets material och dess fysiska egenskaper används för att bestämma den optimala skärhastigheten, skärmatningshastigheten och skärdjupet. Mätt i ytfot per minut avser skärhastigheten hur snabbt verktygsmaskinen skär i eller tar bort material från arbetsstycket. Matningshastigheten – mätt i tum per minut – är ett mått på hur snabbt arbetsstycket matas mot verktygsmaskinen, och skärdjupet är hur djupt skärverktyget skär in i arbetsstycket. Vanligtvis kommer arbetsstycket först att genomgå en inledande fas där det grovbearbetas till den ungefärliga, specialdesignade formen och dimensionerna, och sedan genomgå en efterbehandlingsfas där det upplever långsammare matningshastigheter och grundare skärdjup för att uppnå sin mer exakta och exakta specifikationer.
Tillämpningar av CNC-bearbetning
En av de bästa sakerna med CNC-bearbetning är det breda utbudet av tillämpningar som den har hittat under åren.
Här har vi samlat några nya exempel för att illustrera hur proffs har utnyttjat fördelarna med CNC-bearbetning för att få bästa resultat i olika industriella situationer. Använd dem som inspiration för dina projekt.
Flyg och rymd
Flyg- och rymdindustrin var en av de första industrierna som använde CNC-bearbetning. Detta beror på dess förmåga att tillverka lätta delar med utmärkta fysiska egenskaper och mycket snäva toleranser. CNC-bearbetning används både för flygplansdelar och även under utvecklingsstadiet.
Bil
CNC-bearbetning har tillämpningar inom bilindustrin när tillverkning av högpresterande specialdetaljer krävs.
Elektrisk
CNC-bearbetning hjälper också till vid prototypframställning och produktion av hemelektronik. Denna elektronik inkluderar bärbara datorer, smartphones och många andra. Chassit på en Apple MacBook kommer till exempel från CNC-bearbetning av extruderad aluminium och sedan eloxerad.
Medicinsk
CNC-bearbetning erbjuder sin användning på olika medicinskt säkra material. Eftersom processen är anpassad till engångsdetaljer, har den många tillämpningar inom den medicinska industrin. De snäva toleranserna som erbjuds av CNC-bearbetning är avgörande för den höga prestandan hos bearbetade medicinska komponenter.
Kommunikationsutrustning
Kommunikationsföretag förlitar sig på förstklassiga delar i sin utrustningsdesign. Sämre kvalitet kan orsaka utrustningsfel, vilket leder till avbrutna samtal, dålig videoöverföring och strömavbrott i satellitsändningar. CNC-bearbetning är ett av de bästa sätten att säkerställa exakt tillverkad telekommunikationsutrustning. Datortekniken möjliggör design och produktion av invecklade specialdelar. CNC-maskinister har tillgång till ett antal innovativa bearbetningstekniker somlåt dem producera även de mest komplexa delarna.
Robotik
Dimensionsnoggrannhet är avgörande i robotteknik. Robotar arbetar ofta mellan fasta punkter i rymden och kan inte acceptera stora avvikelser i dimensionell noggrannhet. På GT erbjuder vi CNC-bearbetning till en standardtolerans på ±0,05 mm, och högre toleranser på begäran. Detta är avgörande för applikationer som kräver exakta och mycket repeterbara rörelser.
CNC-bearbetning gör att ytfinishen kan kontrolleras exakt. I många robotfall där grepp eller sug krävs, är delens planhet och ytjämnhet kritiska egenskaper. CNC-bearbetning kan producera delar till en ytråhet på Ra 0,8μm och ännu lägre med ytterligare efterbehandlingsprocesser.
Slutord
CNC-fräsning är en oerhört effektiv process som hjälper till att ta bort material från ett arbetsstycke med olika geometriska krångligheter. Därför måste du noggrant fatta ett köpbeslut baserat på dina krav, budget och arbetstider.
De flesta små maskinfabriker behöver inte arbeta med intrikata geometriska mönster; därför får en 3-axlig maskin jobbet gjort åt dem. För specialiserade applikationer som att arbeta med komplexa geometrier måste maskinister köpa en 4-axlig maskin. Om du behöver ultimat precision i dina bearbetade delar och arbetar med komplexa och lutande geometrier, är en 5-axlig maskin något för dig.
Funderar du på att använda dig av någon av de tre processerna i ditt projekt? Varför inte prova oss på GT? GT specialiserat på CNC-bearbetning och snabb protyping i 13 år, vilket är en hög kvalitet CNC-bearbetningstjänsteleverantör i Kina,Förse högkvalitativa 5-axliga bearbetningstjänster. Vårt expertteam är mycket kunnigt inom CNC-bearbetning, och vi kan garantera högkvalitativa produkter skräddarsydda för dina krav. Ta kontakt med en medlem i GT-teamet eller ladda upp en offert via länken nedan. Vi står till din tjänst!
Tel : 0755-23596843
WhatsApp : +86-13267211181
Email : sales02@gt-proto.com
No.18, Shaqi Community Center Road, Xinqiao Street, Baoan District, Shenzhen, Guangdong Province, China 518104
Links :
test© 2026 Shenzhen GT Prototype Co., Ltd All rights reserved.
SitemapIntegritetspolicyXml